
在核电装备制造过程中,如RPV、水室封头、管板、安注箱筒节、管道、泵壳等绝大多数重要部件需要进行焊接作业,常用的焊接工艺有筒体的对接焊和构件的表面堆焊。核电装备的焊接工艺要求需要焊前预热、焊后消氢和焊后(去应力)热处理。九游会ag真人官网针对这一需求研发了一系列的适合对接和堆焊的电源和自动化工装,目前该套系统已经广泛地应用在AP1000、华龙一号、CPR1000等堆型,涉及宁德、红沿河、福清、阳江、徐大堡、海阳等核电站的多个机组。
换热器管板表面堆焊的预热和消氢
华龙一号蒸发器管板一次侧表面堆焊的预热和消氢
• AP1000蒸发器管板一次侧堆焊
• 尺寸:φ4500×1100mm
• 加热要求:预热180 ℃,消氢温330 ℃
• 连续几个月不间断加热
• 也可用于电站、锅炉、煤化工等其他领域的换热器管板的加热。
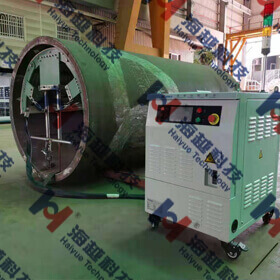
管板的第一代电磁感应加热系统
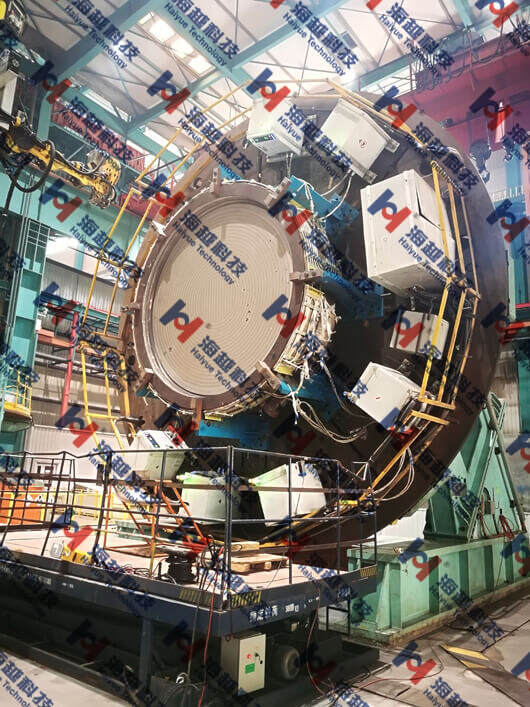
华龙一号蒸发器管板一次侧堆焊
o • 材质SA-508,
o • 尺寸φ4000×800mm。
o • 预热150℃,消氢350℃。
o • 预热9小时,消氢13小时。
o • 变位机、定制加热工装、长时间连续加热。
华龙一号蒸发器管板一次侧堆焊
o • 材质SA-508,
o • 尺寸φ4000×800mm。
o • 预热150℃,消氢350℃。
o • 预热9小时,消氢13小时。
o • 变位机、定制加热工装、长时间连续加热。

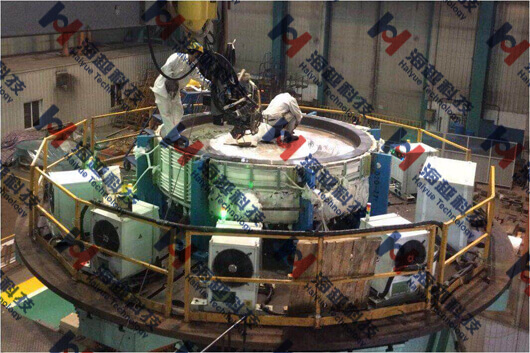
板的第二代电磁感应加热系统