




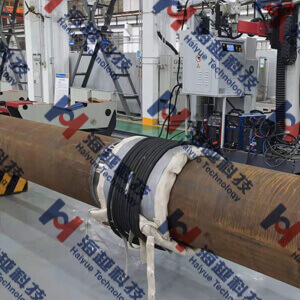


适合外形不规则工件加热,或需要焊后热处理的焊缝或工件,需采用人工缠绕空冷感应电缆的方式加热。
1. 视频:
壁厚30mm,直径400mm,升温速率200℃/h,3小时达到600℃,加热全程温差保持在≤±5℃。
2. 铬钼加钒钢290厚度壳体热处理
筒体材质:12Cr2Mo1V 钢,壁厚 288mm,筒体内径 4000mm。
加热要求:环缝焊后热处理 705℃±14℃
施工环境温度-20℃



青岛九游会ag真人官网历时近1年,经过大量模拟测试和不同加热规范参数调整,掌握了电磁感应加热在大型厚壁容器上的焊后热处理技术。
该技术改善了局部热处理过程中的劳动环境,加热参数调整方便,控温精度高,明显降低了能耗,为大型厚壁设备焊缝现场局部热处理提供了新的解决方案。

